Speaking of Artificial Intelligence applied to the industrial sphere, a mention of absolute importance must be made for industrial vision applications. Within industrial automation projects, machine vision applications are in fact among the most widespread and it is for this reason that Digimax, in collaboration with the best international partners, has developed solutions dedicated to this type of need.
Machine vision: What is it?
When we talk about machine vision we are referring to all those industrial activities that include extraction and processing of information through video or digital images from cameras. The purpose of these applications is therefore to recognize, measure and examine objects or environments to improve the overall quality of production processes.
A industrial machine vision project is generally the result of the integration of optical components able to acquire images, embedded solutions (hardware) able to process information and software platforms to interpret the data flow.
DEVELOP YOUR PROJECT WITH DIGIMAX
What are the main applications in machine vision?
The introduction of machine vision systems within control processes is continuously evolving and is being applied in various areas. The most interesting are the recognition and object tracking, the visual inspection of products or production chains, the machine learning, the predictive analysis and many others.
What are the best technologies for machine vision projects?
In order to offer the best solutions in machine vision, Digimax works with the best partners worldwide, such as AEON, Intel and NVIDIA.
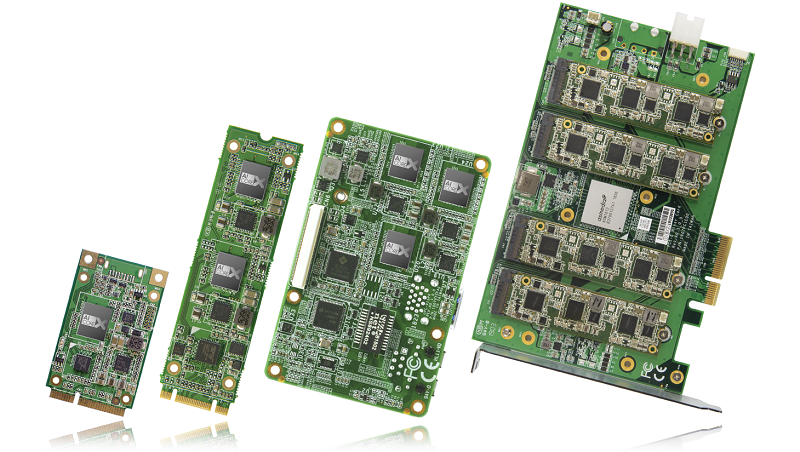
Modern machine vision applications require a combination of hardware and software capable of providing precision and stability in terms of mechanics and operating temperature. To ensure this performance, at the heart of the AI solutions proposed by Digimax is the Intel® Movidius ™ Myriad ™ X module, high performance and low power consumption VPU. This module is able to process speeds up to 105 fps and is compatible with the toolkits dedicated to the installation and execution of AI inference software.
The product families developed around the module Intel® Movidius ™ Myriad ™ X are 4 and include:
- AI CORE X: the family dedicated to the development of mini pci express and pci express;
- AI EMBEDDED BOX PC: industrial box pc dedicated to the most difficult applications;
- AI EDGE SERVER: server racks dedicated to urban video surveillance projects;
- AI EMBEDDED BOARDS: industrial boards dedicated to vision.
With NVIDIA, we've developed some particularly interesting solutions for the box pc family, as we've already seen forBOXER-8120AI; in this case using the modules jetson tx2, nano xavier nx and egx.
What are the advantages of machine vision applied to industry?
Within an artificial intelligence project applied to industrial automation, the inclusion of machine vision solutions can bring several benefits. Below we try to list some of them:
- Quality control: thanks to a precise control of the production process the final product is verified with reliability and precision;
- Reducing costs: the possibility to operate in a repetitive 24/7 way offers companies the possibility to optimize internal resources;
- Performance: through industrial inspection processes and predictive monitoring it is possible to improve the performance of the entire production process.
Are you interested in an Artificial Intelligence project applied to industry? Discover the best AI technologies and embedded solutions on the market.