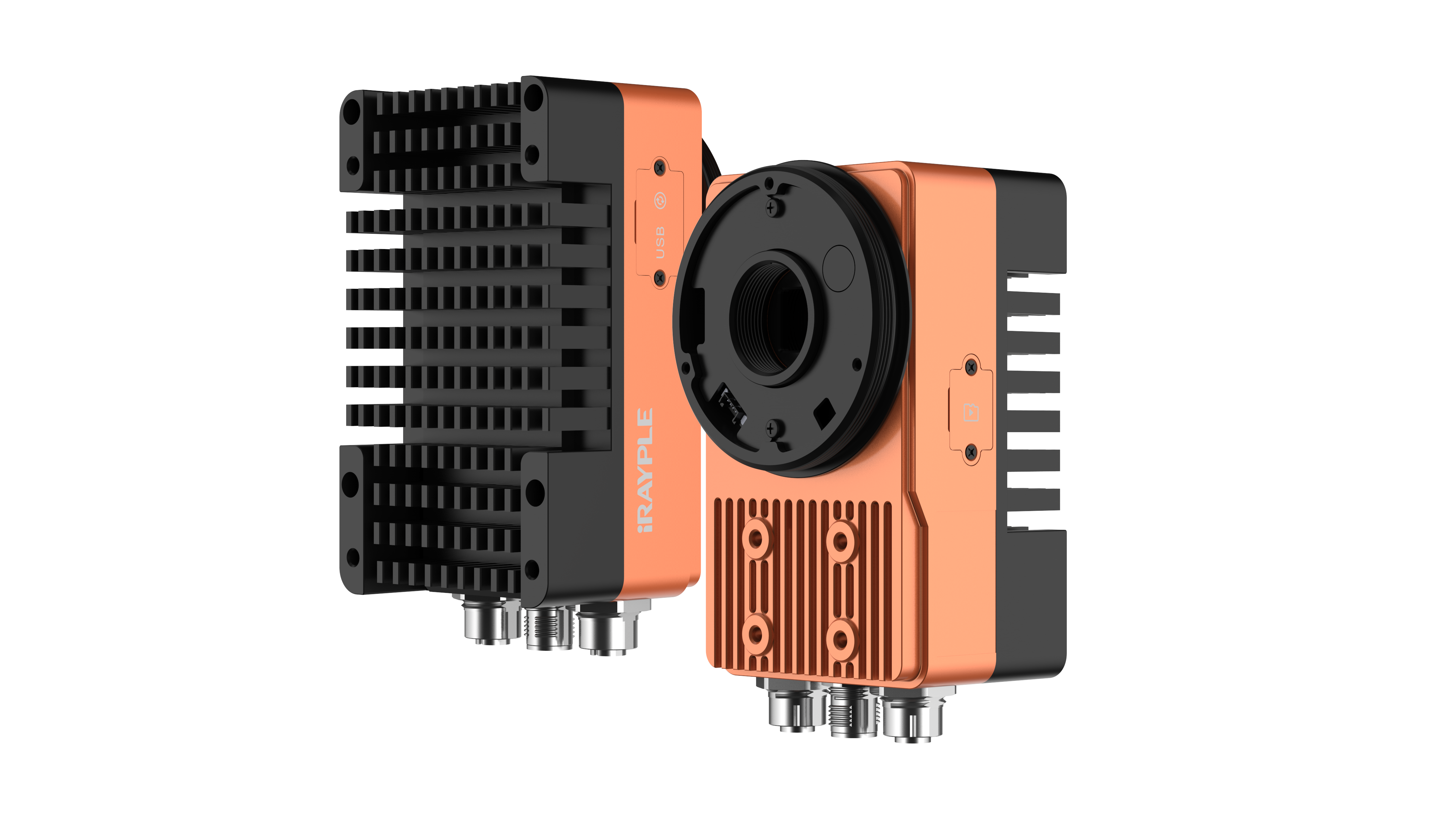
SMART CAMERAS
Smart cameras is a carefully crafted category by Digimax with Irayple products, to provide concrete and valuable solutions to industry professionals. The solutions are designed for technical installations in advanced and challenging industrial contexts. Digimax supports its clients with tailored solutions, dedicated technical consultancy, and continuous pre- and post-sales support to ensure the success of every project.
Filtra per
-
- Select a value
-
- Select a value
-
Results
Sort by
Elements per page
No exact match, try with fewer filters or a more generic term